电 话:0572-6087228
传 真:0572-6870699
手机:13957250275
邮 箱:info@hd888888.com
网 址:www.hd888888.com
地 址:浙江长兴林城桥南开发区
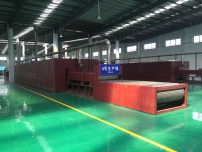
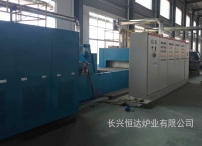
钎焊炉是一种用于金属钎焊和光亮热处理的设备。适用于批量生产的中小型不锈钢零件(餐具、刀具、五金等),如马氏体不锈钢光亮淬火、回火,奥氏体不锈钢光亮退火。长兴恒达炉业有限公司十多年研发制造各种规格钎焊炉、高温钎焊炉、网带钎焊炉、铜铝钎焊炉,可以按客户要求定制!

钎焊炉操作步骤启动
一、提温
1、启动前查验水、电、气是不是都一切正常。
2、运行冷却系统。
3、开启氨溶解炉总开关电源,随后开启操纵开关电源,开启加温电源开关,氨溶解逐渐提温。提温的另外开启过滤阀。
4、开启钎焊炉总开关电源,随后开启操纵开关电源,运行输送带正转。开启每一个区的加温电源开关,将温控仪表调至200℃,逐渐提温,提温至200℃隔热保温等候打火。
5、氨溶解炉提温至830℃隔热保温三十分钟。随后关掉过滤阀,开启氨气阀。另外开启提纯运行电源开关,将再发火蒸汽流量计调至3M3/h。(注:氨溶解早已进到一切正常运行状态了)。
二、打火
1、先是对钎焊炉排气体,开启N2闸阀,将蒸汽流量计调为5m3/h、6m3/h、6m3/h、5m3/h,扯开后边进料口的布帘,逐渐排气体。
2、等3-五分钟后,用用火在进料口语火。火灭,证实完炉内后边气体已排完!学会放下进料口的布帘,再等五分钟后在前面炉口也试火,火灭,证实火炉内气体以完全排整洁。
3、开启氨溶解炉纯气出入口阀,氨溶解气已送至钎焊炉溶解阀门孔下。开启溶解气阀,另外关掉N2闸阀,将蒸汽流量计调至3M3/h、4m3/h、4m3/h、3M3/h,随后开启打火咀闸阀,调少量气总流量,用用火引燃打火咀,渐渐地引燃炉内。
4、打火取得成功后,将蒸汽流量计调至4m3/h、5m3/h、5m3/h、4m3/h,钎焊炉再次提温,每200℃一个环节,溫度做到后隔热保温三十分钟。升到操作温度。(注:总的提温時间超过10个钟头)待机减温关掉钎焊炉加温电源开关,逐渐减温。待钎焊炉减温至300℃下列才能够救火。
三、救火
1、救火时,先关掉户外氨瓶,(注:把管路内氨瓶都排净)。待氨溶解欠气警报后,开启N2阀,另外关掉溶解阀门,将总流量调为5m3/h、6m3/h、6m3/h、5m3/h,充氮待炉内火灭,再充五分钟。
2、终止焊炉输送带,随后关闭操纵电源总开关,将钎焊炉全部开关电源都关掉。
3、钎焊炉逐渐充氮救火后,开启氨溶解过滤阀,将溶解炉内溶解气放空自己。随后关掉溶解炉加温电源开关,提纯运行电源开关。
4、待氨溶解炉减温至400℃之后,关掉氨溶解操纵开关电源及氨溶解总开关电源。
5、然后关掉水冷系统。
钎焊炉紧急状况解决
一、断电
1、断电3分钟之内,钎焊炉无需救火,只必须关掉氨溶解炉二氧化氮通道闸阀,开启饮用水。但要時刻观查炉门的用火,火苗一直往炉内内点燃,必需时就需要充氮救火。修复电之后,将机器设备修复到一切正常运行状态。2、断电時间太长,钎焊炉采用锅炉吹管对策,先救火,再减温。另外关掉氨溶解炉二氧化氮通道阀,开启过滤阀。开启饮用水。修复电之后,钎焊炉溫度降至500℃下列再打火,(不建议高溫打火)
二、断水
断水后,运行预留水。尽快地恢复水冷系统。